電着塗装
透明性、耐薬品性、耐候性に優れ、大量生産品に向いています。
溶剤をほとんど使用してないため、環境にもやさしい塗装方法です。
装飾品などのカラー化やメッキの保護膜として。
電着塗装について
電着塗装とは水溶性の塗料液中で製品と極板間に直流電流を流し、アクリル樹脂やエポキシ樹脂を被塗物に付ける塗装方法のひとつです。塗装皮膜が平滑・均一に付き大量生産品にはコスト、品質、生産性などが優れています。耐食性、装飾性、絶縁性、塗装の下地処理に使われています。また溶剤をほとんど使用しないためVOC対策に効果的です。
(株)ワカヤマではアニオン電着塗装、カチオン電着塗装の両方の電着塗装加工をしています。電着塗装の下地メッキ、化成処理、アニオン・カチオン電着塗装を下地とした焼付塗装も社内で一貫生産しております。
また、マスキング加工を施して電着塗装と金メッキポイントの2色加工や部分的に素地を残すなどの複雑な加工を得意としています。これだけの表面処理種を社内で一貫生産できる会社は、多くはありません。
アニオン電着塗装は電着液中で被塗物(電着塗装される製品)をプラスにし、カチオン電着塗装はマイナスにし、極板との間に直流電量を流します。アニオン電着塗装は陽極(被塗物)付近が酸性になり、カルボキシル基を持ったアクリル樹脂が凝集析出し、その後焼付けします。アクリル樹脂は透明性に優れ染料や顔料でカラー化する製品によく使われます。
逆に、カチオン電着塗装は陰極(被塗物)付近がアルカリ性になり、アミノ基を持ったメラミン樹脂(エポキシ、アクリル樹脂)が析出します。これを150℃程度で焼き固めると丈夫な塗膜になります。
※電着塗装でお好みの色が必要な場合は、製品に合わせてタンク、電着液が必要になります。
この為、電着塗装は1色に付き1タンク必要となり、設備費がかかりますが、大量生産の場合は生産性、歩留まり率などこれを上回る利点があります。逆に少量の場合は設備費、ラック費用などがかさみますので、まずはお問合せください。
カチオン電着塗装の「黒」のように既存の電着液の色でよい場合は、新たな設備は必要ありません。 ㈱ワカヤマで常設されている電着塗装はアニオン電着塗装がブラウンとクリアー(メッキの上にトップコートしグレーや金色)とカチオン電着塗装の黒です。(以下写真参考)アクリルアニオン電着塗装は装飾品などのカラー化やメッキの保護膜として、またはアルミサッシに使われています。(弊社ではアルミの電着塗装は加工しておりません)、カチオン電着塗装は自動車関係などの防食や塗装の下塗りとして SPCC、SECC、などに使われています。
現在使われている電着塗装は、「カチオン電着塗装が主でアニオン電着塗装はほとんど使われていない」という、記述がありますが、確かに電着塗装液の生産量はカチオン電着塗装のほうがはるかに多いでしょうが、アニオン電着塗装でなければならない製品もあり、ほとんど使われていないということはありません。アルミサッシの塗装は陽極酸化→アニオン電着塗装が95%を占めます。
両者の一番大きな違いは、アニオン電着塗装は樹脂は酸性(液はアルカリ性)であり、カチオン電着塗装はその逆ということです。その為カチオン電着塗装は鉄鋼につけると高密着性、高耐食性を発揮します。 アニオン電着塗装、カチオン電着塗装はそれぞれ特徴に差がありますが、それぞれの特徴を以下に示します。
また、最近は様々な電着塗装が開発されており、厚付けが出来るタイプ、低温硬化型(80℃以上)、小物用にバレルで付ける電着方法、放熱性、絶縁性(数千ボルト)、非粘着性などに優れた機能性電着塗装もありますので、ご相談ください。
多品種小ロット、多色の場合は、焼付塗装、樹脂塗装、の製品紹介ページをご覧ください。
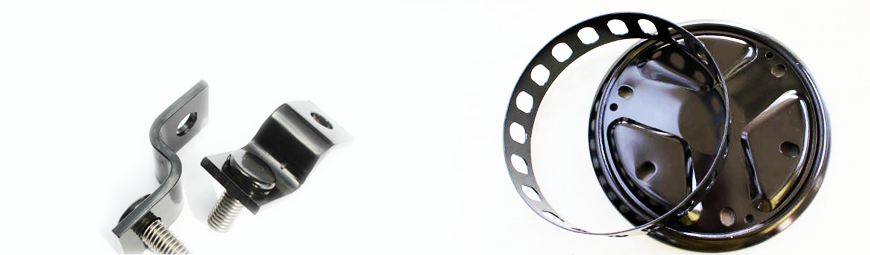
電着塗装の実績

電着塗装見本(アニオン電着塗装)

カチオン電着塗装(黒)/自動車内装部品

カチオン電着塗装/ポンプ部品

カチオン電着塗装(ねじ部マスキング加工)/自動車内装部品

ヘアーライン後Pdメッキ+ブラウン電着塗装(アニオン電着塗装)
特徴・用途・適応素材・処理可能寸法
| 特徴 |
|
| 用途 |
|
| 適応素材 |
|
| 処理可能寸法 | アニオン‐打合せ、カチオン‐700×500×200 素材の耐熱温度200℃くらいは必要です。 |
よくある質問
- アニオン電着塗装とカチオン電塗装着はどっちが強いの?
-
アニオン電着塗装とカチオン電着塗装はどちらが丈夫なのですか?と言う質問を良く受けますが一概にどちらとも言えません。カチオンの方が強いとのサイトもありますが、素材、下地メッキの種類、化成処理方法、品物を使う環境や目的、膜厚、などなどいろんな因子が介在してきますからはっきりは決められません。
もしアニオン電着塗装の方が丈夫だと決まっているならカチオン電着塗装は今頃無くなっているでしょう。両方存在するのは、それぞれの電着塗装には特徴と違いがあり、それをうまく使い分けているためです。
ちなみに弊社では主にアニオン電着塗装を使います。弊社が電着塗装する製品は主にメッキされた装飾品なので、それはアニオン電着塗装の方が適しているからです。
弊社の電着塗装は、装飾用としてニッケルメッキ、クロムメッキ、黒ニッケルメッキ、パラジウムメッキなどの上に透明なカラークリアーの電着塗装を付けるので、アニオン電着塗装のほうが丈夫で樹脂が透明なためカラークリアーの色々な色が出せるからです。
平成11年から鉄鋼用にカチオン電着塗装も始めました。鉄製品、SECC,SPCCにはカチオン電着塗装のほうがはるかに丈夫です。
自動車の車体の下塗りはアニオン電着からカチオン電着に変わったそうですが、それはアニオン電着の塗膜は酸性になるので鉄には不向きだからです。反対にアルミにはカチオンよりアニオンの方が丈夫な皮膜になります。鉄鋼系はカチオン電着塗装、アルミニウムはアニオン電着塗装が使われます。アルミサッシの95%は陽極酸化皮膜+アニオン電着塗装との文献もあります。
また、「カチオン電着塗装=黒」のイメージがあるくらいカチオン電着はほとんどが黒色ですがアニオン電着はアクリル樹脂の為、透明性が高く使える顔料の種類も豊富なために下地が透けて見えるカラークリアー系の色はほとんどがアニオン電着です。装飾性の高い眼鏡などにアニオン電着が使われる理由の1つです。
→電着塗装のページへ
→樹脂塗装のページへ
- 電着塗装とは?電着メッキとは?
-
電着塗装とは、製品を水溶性の樹脂を溶かした液中に入れてメッキのように電気を流し、付着させた樹脂を乾燥させ、熱硬化(160~180℃)させるものをさします。
電着メッキとも呼ばれますが、析出した膜はあくまで樹脂であり、よって「塗装」です。塗膜はホームセンターで売っている赤や青のペンキと同じ樹脂成分です。付着した膜が金属のものが「めっき」です。例えば銅メッキ、金めっきなどは金属ですね。
一般に自動車製造過程のシャーシの段階でサビ止めを兼ねて施されるのは有名ですね。
細部にわたりきれいに均一にコーティングされて仕上がりは最高です。
ただし設備やコストが高いため、大量生産されるような商品向きです。
もちろん塗装される素材は導電性があり耐熱であることも必要です。
⇒電着塗装のページへ
⇒樹脂塗装のページへ
- 電着塗装でパールやメタリック、模様塗装などの色は出来ないの?
-
パールは技術的には可能(らしい)です。
しかし、パールの粒がタンクの底に沈んだり、ろ過ができないためゴミ・ブツが多いなど、量産的には不向きなところが多いため当社では扱っておりません。
シボ模様やチヂミ、ハンマートーンなどの模様塗装を電着塗装でするというのは聞いたことが無いので無理だと思います。
→電着塗装のページへ
- 電着塗装を1色建浴するといくらかかりますか?
-
ここでは、アニオン電着塗装のカラークリヤーを1色新しく作った場合を想定します。
タンクの大きさにもよりますが、小さいタンクでも液とタンク付帯設備で一式100万円位はかかります。
(弊社では小物製品、試作用に3リットル、5リットルのビーカーに電着液を作り、数万円で収めた実績も有ります)
他に製品の形状に合わせた専用のラックも数十本用意すると合計で150万円位になります。
その設備費を生産量で割っていただくと1個当たりの設備費がでます。
150万個なら1円、1万個なら150円、1000個では1500円です。
これに加工賃が加算されます。
電着塗装は1色あたりかなりの数量を流さないととても高くなる事がお分かりになると思います。
多品種少量の場合はお問合せください。最適な方法をご提案いたします。
また電着塗装液は一度建浴すると24時間、連続で温度調節をし、ろ過機を動かすことになります。
塗装液は使わなくても劣化しますので、分析、補給、液交換、イオン交換などの管理作業が必要となり生産していても、しなくても管理費がかかってきます。
これに比べ、吹き付け塗装は塗料を100ccでも調合できますので小ロットに適しています。
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
設備費には以下の物を含みます。
電着タンク、電着塗装液、ろ過機、温度調節装置、極板、冷・温水パイプ
以下の物は共用できるとして含みません。
洗浄装置、前処理装置、水洗槽、純水洗槽、乾燥炉、整流器、
イオン交換装置(共用型)、乾燥機、冷水タンク、冷却チラー、温水タンク、ヒーター、温調器
- アルミニウムに電着塗装ができますか?
-
弊社ではできません。
すみませんが他をお探しください。
アルミニウムという金属は他の金属とは、まったく違った性質があるため、アルミニウムの電着塗装工程もまた他の金属とはまったく違う工程をとるからです。
以下にアルミサッシの工程を示します。
脱脂→エッチィング(アルカリ液で表面を溶かす)→中和→陽極酸化→電解着色(陽極酸化皮膜に金属を析出させ着色)→電着塗装(アニオン電着)→焼付け
陽極酸化するためアルミサッシは非常に丈夫な皮膜になっています。
→電着塗装のページへ
実績紹介
ただいまページを準備しております。もうしばらくお待ちください。